- 注塑模具熱(rè)線: 13826947996
- |塑膠注(zhù)塑郵箱: ys@katecctv.com |注塑模具留言: 在線留言

今天來看一個非常簡單的塑料製品(pǐn),最近(jìn)卻火遍了全球。
一個普通的醫療器材:核酸自測盒。
放在平時,這是個再普通不過的塑料製品,一種醫療耗材。可是現(xiàn)在疫情橫行,這可是個可以救命的東西。在歐美,由於疫情肆(sì)虐,工廠停(tíng)產,市場上一劑難求,美(měi)國市場上零售7美元一個。大量的訂單(dān)正在湧向中國的(de)工廠。
據了解,現在國內已經有很(hěn)多(duō)人已經在做或者正在準(zhǔn)備做這(zhè)個產品,或者(zhě)是在準備的路上。其熱情就像2020年初全民做(zuò)口罩一樣。
有很多朋友想讓(ràng)我拿一個好的模具方案,以提高產品的質量和生產(chǎn)效率。我團隊經過設計和精心策(cè)劃,搞了幾種常見的生產方案,但是(shì)由於各種(zhǒng)生產模式的投入產出不同,因(yīn)此生產成本也有很大的(de)差異。我將這個課題放在朋友圈裏(lǐ),各種反映真是百花齊放百(bǎi)家爭(zhēng)鳴,也沒有一個最(zuì)後(hòu)的結果。
我趁著這次來演講(jiǎng)的機會,將該核(hé)酸檢測盒的各種生(shēng)產模式的投入和產出(chū)做(zuò)一個(gè)膚淺的分析,以期(qī)拋磚引玉。本演講的最後一節,我準備將(jiāng)我認為的最佳方案結合我(wǒ)的二個新的專利技術,給(gěi)大家做一個匯報,並廣泛征求大家(jiā)的意見,以便讓(ràng)我的團隊不斷地進步。
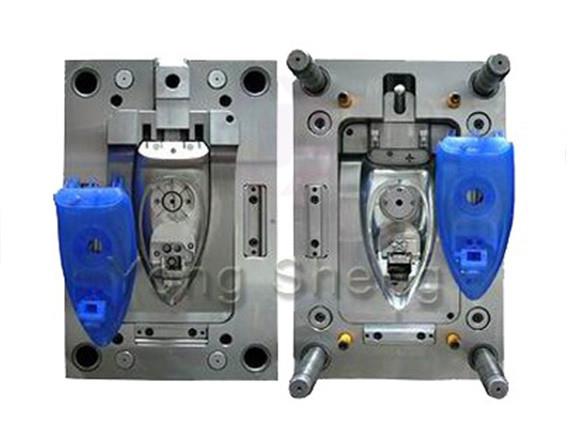
第一方案:普通(tōng)大水口+潛澆口
模腔數:48•適用注塑機:國產200噸注塑機
模具尺寸:550X480。模具厚度475
模具簡圖
投入:
模具造價:10萬人(rén)民幣(以下都是指人民幣)
注塑機(200噸):20萬
周邊設備:10萬
共計40萬元(yuán),按3年折舊,每年300天計算,每天折舊(jiù)444元。
由於是采用了大澆口結構,必然會出現無(wú)用的廢料,當然,這個廢料可以按一級回料回收,每天的澆口(kǒu)損失計算:澆口重量70克,注塑周期按8秒計算,每天的總模數10800模次,每天澆口總重量756公斤,澆口按(àn)一級回料回收(新料(liào)的5折),ABS新料按16000/噸計算,一級回料按8000/噸計算,每天的澆(jiāo)口損失為(wéi)0.756X8000=6048元。
24小時的理論產量為:51.84萬個,每個產品重量為(wéi)0.0017公斤,每(měi)天的(de)產品(pǐn)重量為881.28公斤。
24小時(shí)總用料為881.28+756=1637.28公斤(1.63728噸)
每天(tiān)購(gòu)買(mǎi)ABS原料的費用為2.09088萬元(yuán),減(jiǎn)去回收澆口的0.6048萬元
每天的購料開支為2.09088-0.6048=1.68808萬元
24小時的理論產值為518400X0.052元(產品(pǐn)單價)=2.69568萬元。
用於生產這個產品,這台注塑機在工廠的日(rì)常總開支:
1,管理(lǐ)費:(產值的5%)0.134784萬元(含房租)
2,水(shuǐ)電費:0.075萬元
3,人工費:0.1萬元
4,折舊(jiù)費:0.044元
5,原材料(liào)費:1.68808萬元
6,環保費(fèi):0.1萬元•投入合計:2.141864萬元
假(jiǎ)如(rú)企業風險按20%計(jì)算,每天的實際產值為2.156544萬元
每天的理論稅前利潤為: 2.156544 - 2.141864=0.01468萬元
日稅後利潤146.8元
顯然這種生產模式的投入產出是沒(méi)有可操作性的,實際上企業的風險更大
第二方案:針閥式(shì)熱流道注塑模具
模腔數:48
適用注塑機:國產350噸
模具尺寸:700X600。模具厚度550,由於針閥的結構,產品(pǐn)的排位比較(jiào)分開,所以模具體積很大,需要比較大的注塑機。
投入:
模具造價:40萬人民幣(以下都是指人民幣)
注塑機(350噸):35萬(wàn)
周邊設備:10萬
共計85萬元,按3年折舊,每年300天計算,每天折舊995元。
每天的澆口損失計算:零
理論注塑周期:6秒
24小(xiǎo)時的理論產量為:69.12萬個,按產品單價0.0052計算,每天的理論產值為:3.6萬(wàn)元
每個產品重量為0.0017公斤,24小時總用料為1175公斤(1.1755噸)
每天消耗ABS原料1.175噸,購料費(fèi)用為1.175x1.6=1.88萬元
這台注塑機在工廠的日常總開支:
1,管理費:(產值的5%)0.18萬元(含房租)
2,水電費:0.20萬元
3,人工費(fèi):0.1萬元
4,折舊費:0.995元(yuán)
5,原材料費:1.88萬元
6,環保費:0.1萬元
投(tóu)入合(hé)計:3.455萬元
假如按這(zhè)個模式生產(chǎn),企(qǐ)業風險按5%計算,每天(tiān)的產值為 3.6X0.95- 3.42萬元
每天的理論稅前利潤為: 3.42- 3.455=- -0.035萬元
顯然這種生產模式的投入產出比為負值,而且實際上企業的風險值會更高。
通過上述二個生產模(mó)式的投(tóu)入產出比的分析,按常規的注塑工藝來做(zuò)這個產品,是無利可(kě)圖的。關鍵原因是產(chǎn)品單價低,模具一-次性投入高,在現實情況下,環保成本(běn)高,回款周期長,企業的經營風險係數高。
麵對(duì)這麽(me)大(dà)的市場,總是有辦法的,我基本的考慮是: 1、大幅度提高生產效率,2、降低模(mó)具次性投入的成本。
下(xià)麵我提出一個生產模式(shì):雙層疊模,供大家參考,以期(qī)拋磚引(yǐn)玉。
模具外觀
我們來看產品和澆口的(de)布局
從上圖可以看(kàn)到,我(wǒ)們采用的(de)是雙(shuāng)層疊模,它的怪(guài)異之處是(shì)沒有傳統的方鐵和(hé)頂針板。
我們搞注塑工藝(yì)的都知(zhī)道,這種大麵積布置(zhì)的產品就(jiù)是怕有飛邊,因此動模板(B板)的強度和剛性非常重要,尤其(qí)是方鐵(tiě)之間的跨度比較大時,B板的厚度和強(qiáng)度必(bì)須足(zú)夠,不然就會產生飛邊。
這(zhè)次我們團隊搞出了一個(gè)新(xīn)的技術,顛覆了傳統注塑模具的頂出模(mó)式,由於牽涉到知識產權的保護,我這裏僅可以(yǐ)透露一點(diǎn)點,請大家諒解。
從上圖可以看到,頂(dǐng)出機構(gòu)都是隱在(zài)模板裏麵的,B板(bǎn)是緊貼在模板上的,所以無論產品排位的麵積有多大(dà),根本不要考(kǎo)慮B板的剛性和強度。
從上麵的澆口圖可以看到,傳統的雙層模具的二層的澆口的(de)貫通都是異常麻(má)煩的,現在采取的方(fāng)法是利用(yòng)一個巧妙的空間轉換,利用一個(gè)大(dà)澆口(kǒu),將二層的澆口變成一個澆注係統。
我們現(xiàn)在來看(kàn)看此方案的投入產出比的(de)分析,以下是模(mó)具的參數(shù)
模(mó)具的外(wài)形(xíng)尺寸是:550X480,模具總厚度是420,是雙層模具(jù),每模的腔數是(shì)48X2=96
生產投入:
模具價格:20萬元
適用的(de)注塑(sù)機:普通國產200噸機,20萬元(yuán)
周邊設備:10萬元
總計50萬元,按3年攤折舊,每(měi)年按300天計算,每天折舊555元(yuán)人民(mín)幣
注(zhù)塑周(zhōu)期:(估計)4~8秒(看注塑機(jī)的性能而定),假如和前(qián)麵案例相同條件計算,用200噸機,按每個注塑周期6秒計算,估計24小時(shí)理論產量:138.24萬個
現在的售(shòu)價是(shì)每個0.052元(上蓋,人民幣(bì)價)
假如按注塑周期6秒計算,24小時的(de)產量是138.24萬個,每天的產值為7.18848萬元,每天產品重量(liàng)2.35噸,澆口(kǒu)重量1.244噸,除去(qù)澆口回(huí)收的費用(yòng),每天實際用(yòng)料:2.35+1.244X0.5=2.972噸,按每噸(dūn)16000計算,合計4.755萬元。
這台注塑機在工廠的日常總開支:
1,管理費(fèi):(產(chǎn)值的5%)0.3594萬元(含房租)
2,水電費:0.10萬元•3,人工(gōng)費:0.1萬元
4,折舊費:0.555元
5,原材料費:4.755萬元
6,環保費(fèi):0.1萬元
合計每天投入(rù):5.9694萬元
每(měi)台機每天可產(chǎn)生稅前利潤1.22萬元(yuán)。
以上的分析可能(néng)有很多不完善的地方,供大家參考。請大家提出寶貴意見,讓我們共同進步。

注塑模具技術的新發展隨著現代科技的不(bú)斷(duàn)發展,注塑模具技(jì)術也(yě)在不斷進步。本文將介紹注塑模具的(de)基本概念(niàn)、設計原則(zé)、設計流程、製造(zào)技巧、現狀(zhuàng)以及發展趨勢,從而幫助讀者更好地了解這一領域的發展情況。一、注塑模具…
查看塑料模具更多
2023年塑(sù)膠模具製作流程是怎麽樣的?塑膠模具製作流程包括以下步(bù)驟(zhòu):產品排位:在模具內考(kǎo)慮產品長寬方位和(hé)進膠位置以(yǐ)及間隔,並抓主視圖和後視(shì)圖。模(mó)仁訂購(gòu):根據產品大小、生產批量和模穴(xué)數(shù)等決定模仁大小。模胚訂購…
查看塑料模具更多
塑膠(jiāo)模具設計基礎知識包括以下方麵:模具材料:模具材料的選擇對於(yú)模具的質(zhì)量(liàng)和使用壽命有著(zhe)至關重要的影(yǐng)響。常用的塑膠模具鋼材包括718、2738、P20等。模具結構:模具結構的設計需要考慮產品的形狀、大小、壁厚、拔模…
查看塑料模具更多(duō)
2024年模具注(zhù)塑成型的步驟有哪些 1.加熱、預塑化   螺杆在傳動係統的驅動下(xià),將來(lái)自料鬥的物料向(xiàng)前輸送,壓實,在(zài)料筒外加熱器、螺杆(gǎn)和機筒的(de)剪切、摩擦的混合作用下,物料逐漸熔融,在料筒的…
查(chá)看塑料模具更多
注塑模具技術的新發展隨著現(xiàn)代科技的不斷發展,注塑模具技術也在不斷進(jìn)步。本文將介紹注塑模具的基本概念、設計原則、設計流程、製造技巧、現狀以及發展趨(qū)勢,從而幫助讀者更(gèng)好地了解這一領(lǐng)域的發展情況。一、注塑模具的分類、結構、材料(liào)注塑(sù)模具是一種用於生產各種塑料製品的…
2023年塑膠模具製作流程是怎麽樣的?塑(sù)膠模具製作流程包括以下步驟:產品排位:在(zài)模具內考慮產品(pǐn)長寬方位和進膠位置以及間(jiān)隔,並抓主視圖和後視圖。模仁訂購(gòu):根據產品(pǐn)大小、生產批(pī)量和模穴數等決定(dìng)模仁大小。模胚訂購:根據模仁(rén)大小和抽芯機構(側)、進膠方式和位置(zhì)、前模是…
塑膠模具設計基礎知識包括以下方麵(miàn):模具材料:模具材料的選擇對(duì)於模具的質量和使用壽命有著至關重要的影響。常用的(de)塑膠模具鋼材包括718、2738、P20等。模具結構:模具結構的設計需(xū)要考慮產品的形狀、大小、壁厚、拔模斜度、進澆方式等因素,同時還需要考慮排氣、頂出、冷卻等…
2024年模具注塑成型的步(bù)驟(zhòu)有哪些 1.加熱、預塑化  螺杆在傳動係統的驅動下,將來自料鬥的物料向前輸(shū)送,壓實,在料筒外加熱器、螺杆和機筒的剪切、摩擦的混合作用下,物料逐漸熔融,在料(liào)筒的頭部已積聚了(le)一定量的熔融塑料,在熔體(tǐ)的壓力下(xià),螺(luó)杆(gǎn)緩慢後…

塑膠模具(jù)報價明細(xì)表是一個(gè)詳細列出模具製作過程中各項費用(yòng)及其明細的表格,它有助於客戶(hù)清晰地了(le)解模具的成本構成。以下是(shì)一個簡化的塑膠模(mó)具報價明細表示例,請注意,實(shí)際報(bào)價會根據模具的具體要求、材料、尺寸、複雜程度以及市場供(gòng)應情況等因素有所不同。塑膠模具報(bào)價明細表…
有多年模具開(kāi)發和注塑經驗[13826947996],東(dōng)莞塑料模具工廠可以加工(gōng)塑膠模具,塑料製品,注塑(sù)模具,注塑外(wài)殼類模具等(děng),提供模具設計,模具加(jiā)工,注塑代加工廠,模(mó)具(jù)開發(fā)製造等.歡迎來電谘詢!
注塑模具加工相關產品:|塑料注塑模具廠|汽車外殼注塑|注塑模具|外殼(ké)配件模具|塑料(liào)模具(jù)廠|塑料周轉箱模具|








2019 © 五金塑膠製品版權所有. |培戀(liàn)網ALL Rights Reserved.粵(yuè)ICP備2021106122號